 新浪微博
新浪微博 腾讯微博
腾讯微博

滑移装载机辅具快速更换的方法
滑移装载机辅具在日常使用中需要经常更换,这就要求技术员对滑移装载机辅具有着充分的了解。通过更换滑移装载机的工作属具,可以使滑移装载机完成多种作业内容。为使更换滑移装载机工作属具快捷、省力,并具有较好的通用性,需要在其动臂前部安装快换装置。本文介绍滑移装载机快换装置接口标准和快换装置工作原理。
1.工作属具快换接口
美国SAEJ2513标准对滑移装载机工作属具快换接口尺寸进行了规定,从而使各个厂家生产的工作属具可以互换。该标准已被世界各国生产滑移装载机的厂家所认可,在生产滑移装载机和工作属具时,都使用该标准,图1所示为滑移装载机所用工作属具应配置快换装置接口的标准尺寸。
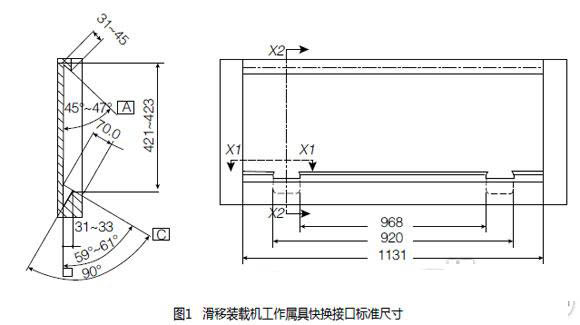
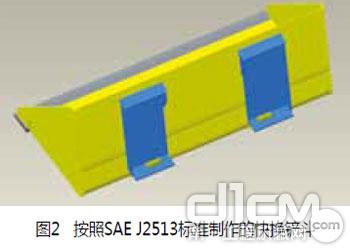
从标准中可以看出,铲斗或其他工作属具上应设置矩形槽。该矩形槽的下面开有2个缺口,用于工作属具与快换装置的定位锁紧销配合。图2为应用该标准生产的快换铲斗实例。
2. 快换装置基本要求
为使快换装置能够顺利更换,工作属具的接口要按统一标准制作。快换装置应与工作属具贴合紧密,以避免作业时产生松旷现象。锁紧机构要锁紧牢固,并设有位置保持装置,以确保在各种载荷(特别是振动载荷)下工作属具不会脱落。锁紧机构扳手的作用力不能过大,且扳手的空间和位置要合适,不能被工作属具或动臂所阻碍,以使操作者能够轻松扳动。当操纵滑移装载机动臂将快换装置与工作属具接合或脱离时,操作者的手臂要能接近锁紧机构扳手,以便顺利完成锁紧或解锁动作。
3. 快换装置工作原理
柳工设计人员为某款滑移装载机设计的快换装置,主要由承力装置、锁紧装置、保持装置和辅助装置等组成。
(1)承力装置
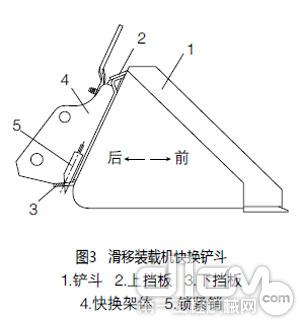
承力装置主要由铲斗1、上挡板2、下挡板3、快换架4等组成,如图3所示。在铲斗1的背面焊接有上挡板2和下挡板3,从而构成槽形结构。快换架体4安装在滑移装载机动臂上,快换架体4的上、下面可与槽形结构的上挡板2和下挡板3配合。上挡板2和下挡板3与铲斗1的底面成一定角度,可使快换架体4像契块一样紧密地契合在上挡板2和下挡板3中,使滑移装载机动臂输出的动力,通过快换架体4、上挡板2和下挡板3传递至铲斗1上。
(2)锁紧装置
锁紧装置主要由锁紧销1、导向筒2、扳手3和锁紧弹簧4等组成,如图4所示。图4所示位置为锁紧装置处于锁紧状态。焊接在铲斗上的下挡板处开有锁止缺口,该锁止缺口可使锁紧装置的锁紧销1锁定。快换架体上焊有导向筒2,锁紧销1可以在导向筒2滑动,锁紧销1与扳手3连接,操纵扳手3,可实现锁紧销1上、下运动。
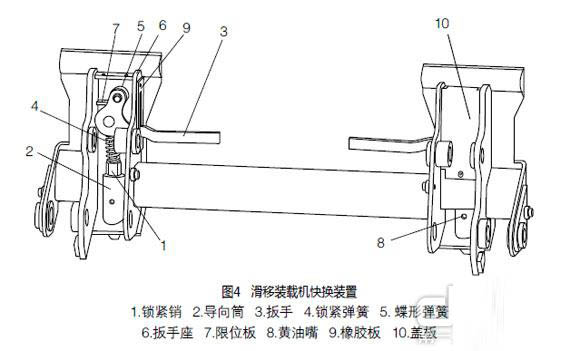
向下扳动扳手3时,锁紧销1从导向筒2中伸到下档板的锁止缺口内,锁紧弹簧5可使锁紧销1保持在锁紧状态。
向上扳动扳手3时,锁紧销1缩回到导向筒2内,锁紧销1从下档板的锁止缺口内脱离。此时滑移装载机司机操纵动臂和转斗手柄,就可使快换架体从槽形结构的上、下挡板中脱离,将铲斗拆下。
扳手3可采用人力操纵、电驱动或液压驱动方式实现上、下移动。基于成本和可靠性的考虑,目前通常采用人力操纵。
(3)保持装置
保持装置由蝶形弹簧5、扳手座6和限位板7组成,蝶形弹簧5安装在扳手座6上,蝶形弹簧5的作用是在扳手3上施加摩擦力。上扳扳手3,使锁紧机构处于收回状态时,扳手3在摩擦力的作用下保持不动,以免锁紧销1在重力作用下伸出,导致快换机构无法与铲斗脱离。
限位板7的作用是当锁紧机构处于锁紧状态时,防止在外界载荷下锁紧销1缩回。当给滑移装载机换上工况恶劣的工作属具(如将铲斗更换成破碎锤进行破碎作业)时,限位板7尤为重要。
(4)辅助装置
辅助装置由黄油嘴8、橡胶板9和盖板10组成。通过黄油嘴8向导向筒2内加注润滑脂,可防止锁紧销1与导向筒2卡滞。橡胶板9、盖板10与快换架体共同构成的封闭空间,用于阻止尘土和杂物落到锁紧机构内。橡胶板9和盖板10可拆卸,以便清理锁紧机构上沉积的污物。





